- A+
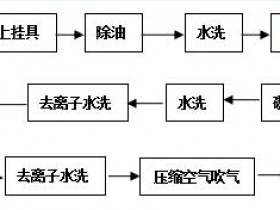
用于电镀后或电解抛光之工件:
(1)除油
(2)水洗
(3)中和或活化
(4)水洗
(5)纯水浸洗
(6)电泳:于未通电前,先将工件放入电泳液内,浸入提出数次后,待工件完全湿润才开启电源,电压自零缓慢上升(经约5-7秒)至所需伏特,电压时间的设定则视乎涂膜厚薄需要而定。
(7)纯水洗
(8)于含1-2ml/L助洗剂溶液中浸洗(洗液需不断循环过滤)。
(9)电泳后之镀件需放置于约70-80℃的烘箱内,让表面水分挥发后,才将温度提升 至所需固化温度。
(10)置于烤箱内烘烤,使涂膜完成流平及固化反应。涂膜冷却后,会在常温下进一步固化,并持续约3天。所以如果要测试其硬度及耐磨性,必须等3天或以后。注意:工件在烘烤时,加热速度不能太快。(一般柜形及隧道式烤箱不会有此现象;如烘箱装有运风设备,必须注意风量不能太大,这会引致涂膜产生针孔现象。)
3.注意事项
(1)前处理:
与电镀之前处理相同,视乎不同之金属及所带之油污而定。经过抛光的工件因含有腊渍,可能需要进行超声波及电解除油。一般来说,在前处理后,工件不应有破裂水膜。
(2)纯水清洗
在电解除油后,必须中和及彻底水洗,再于纯水中浸洗。碱性物质绝对不能带入电泳漆缸,否则会发生沉积而报废。当纯水之导电率达到50μs/cm时,应更换纯水。
(3)电泳漆槽:
材料选用PP或PVC,并必须设有溢流槽,以5微米之滤蕊做循环。阳极应用316不锈钢,而阳极与阴极面积比率为1:1。
(4)助洗剂:
在助洗剂缸之动作,不须如在回收槽之剧烈,其作用是除去在镀层上可能遗留的水渍。从助洗剂槽出来后的工件底部,可能会积聚一些水分。在入炉烘烤前,必须将水分烘干,否则镀层上的水分会在炉中沸腾,而造成针孔。
(5)烘烤:
在烘烤时,如工件未达到所规定之温度及时间,则不能引起聚合反应令镀层固化。烘烤的温度及时间,请参阅附表。烘烤温度乃指工件温度,而非烘炉温度。一般来说,烘炉温度应高于工件温度约10℃。
(6)测试:
镀层之各种测试,必须在烘烤后72小时始能进行。
1.物体含量之测定方法
镀液内之固体含量必须经常分析及补充,其分析如下:
所需仪器:
● 1毫升移液管
● 分析天平(精准度0.1mg)
● 铝箔容器(直径约5-6cm)
a) 先精秤铝箔容器重量(重量为A)
b) 用移液管吸取1毫升镀液,置于铝箔容器内,再精秤其重量(重量为B)
c) 将次铝箔容器放烤箱内,以120℃温度烘烤1小时,然后置于
干燥器内,待其冷却后再精秤量(重量为C)
2.导电值之测定方法
可用标准的导电计测量,在含10%固体份的镀液中,其标准导电值约400-500μs/cm(25℃)。当固体份含量增高时,其导电会相继增加,反之亦然。一般而言,于10%固体份时,其导电值高至500至600μs/cm仍可接受,但要区分是何种物质造成,通常是因乳酸过高所致;当导电值超过600μs/cm时,必须借助超滤机装置排水。
3.pH之测定方法
pH值通常不需特别控制,可用一般的pH计测量,由于镀液是乳化状,pH值会跳动不易测得,但也有其参考价值。新配槽的镀液在完全稳定后,pH值约为4-4.2;在次之前pH值会稍微偏高,因为镀液内之乳酸仍分散于液体中,未能完全溶于当中。如pH值降至3.5以下时,镀液已不堪使用,必须废弃。碱性物质亦切不可带入镀液内,它会造成树脂沉淀;因不慎有大量碱性物质带入镀液内,则会造成永久性破坏,势必报废,必须彻底清洗镀槽再重新配槽。
5.溶剂之测定方法
需用气相色谱仪来(Gas Chromatography)测定,可分别测得溶剂A及溶剂B的百分比(%)。
客户如需测试,可定期送样本500毫升到技术部门进行分析。
(一)针孔
镀层上显示小孔,似是针刺。
| 原因 | 解决方法 | |
| 1 | 由于电泳前,底材表面的电镀镀层已存有针孔,但并不明显,可是上了电泳漆后,有放大作用将针孔呈现 | 在上电泳漆前,小心检验工作,先将针孔问题解决 |
| 2 | 电泳前之水洗槽已遭受污染或水质不佳:见注1 | 更换或改善清洗用水 |
| 3 | 溶剂含量过低 | 测定溶剂含量,作适量添加 |
| 4 | 导电率过高 | 超滤,排放超滤液 |
| a. 污染 | 先测定MEQ数值,如在范围之内,则可能是有其他污染(见注1) | |
| b. MEQ过高 | MEQ过高及污染,可用超滤机排掉渗透液 | |
| 5 | 固体成分过低 | 增加固体成分至标准范围 |
| 6 | 工件在烘炉过速加热,此情形在烘烤较淡薄的工件尤为显著 | 检验工件表面,如有剩余水分附于表面,则需完全吹干,一般来说,如镀层已呈透明,则可入炉烘烤 |
| 7 | 烤炉内空气对流过快,会造成在镀层中流动之溶剂,在发生作用前已被挥发,而形成镀层溶剂的沸腾现象(见注2) | 在工件入炉时,暂时将烤炉之空气循环系统关闭 |
(二)“火山口”(Crater)现象
火山口形之小点,或者为极小气泡,但在视觉幻象下认为是火山口小点。
| 原因 | 解决方法 | |
| 1 | 打磨腊渍遗留在工件表面 | 可用除油方法:最好是用超声波,再用阴极电解清洗 |
| 2 | 工件上附有油质 | 除油清洗 |
| 3 | a)于电泳漆水面呈有不溶解之油质
|
关闭循环系统,再视察水面,如有油渍浮于液面,可用干净之面纸将油除去,或用特别的除油过滤器方可 |
| b)颗粒污染 | 增加过滤率,或改用较小孔之滤蕊进行过滤 | |
| 4 | 工件进入电泳槽之污染,于水洗时槽面的尘埃附于镀层上 | 清理水洗槽。使用溢流式槽,并加置过滤泵会较为理想 |
| 5 | 固体成分过低 | 必须经化验来确定是否受物质“硅”的污染。如经确定,可用除“火山口”添加剂加以处理;如无法处理时,便需更换整个电泳槽 |
(三)镀层呈“彩虹”
如镀层少于3微米,便会发生折射而呈现“彩虹”。
| 原因 | 解决方法 | |
| 1 | 不良或间歇性的电流接触 | 检查接电位置,并修好 |
| 2 | a.槽液温度过低 | 测定并改正之 |
| b.固体份含量偏低或偏高 | 测定并改正之 | |
| c.溶剂含量偏低或偏高 | 测定并改正之 | |
| d.导电率偏低或偏高 | 当配新槽时大多偏低,可调高电压来增加厚度 | |
| e.MEQ过高 | 排除渗透液 | |
| f.电压过低 | 调高电压 | |
| g.电泳时间不足 | 延长电泳时间 |
(四)桔皮
| 原因 | 解决方法 | |
| 1 | 镀层太厚 | |
| a.溶液温度过高 | 减低溶液温度 | |
| b.工件与阳极距离太近 | 重新安排阳极位置 | |
| c.MEQ过低 | 添加稳定剂 | |
| 2 | 溶剂含量偏低 | 测定溶剂含量并添加之 |
| 3 | 烘烤时加温太快 | 参照“针孔”之(6)及(7) |
(五)变色
| 原因 | 解决方法 | |
| 1 | 镀银件如用透明电泳漆,经烘烤后,由于镀银液中的光剂分解而变黄。 | 使用活性碳处理镀银水。如以不锈钢为阳极,则碳处理更需频繁 |
| 2 | 铜件或镀铜件如用透明电泳漆,经烘烤后会变得深色: | |
| a)由于烤温过高。 | 适当调低温度 | |
| b)由于电泳漆镀层带有水份,熔解水中的氧气,促成氧化作用。 | 在入炉前,肯定涂层不附带水分 | |
| 3 | 工件在电泳前已经氧化:一般是在清洗时发生,尤其是使用性清洗剂 | 与电泳前之水洗过程,浸于5%乳酸加入处理。 |
(六)光亮度不足
| 原因 | 解决方法 | |
| 1 | 溶剂含量偏低 | 测定溶剂含量并添加之 |
| 2 | 电泳槽或水洗槽有颗粒污染 | 检查并清理之 |
| 3 | 烤炉内的空气污染 | 检查并清理之 |
| 4 | 烤炉内空气不足 | 加强烤炉的空气流动 |
(七)部份光亮度不足
| 原因 | 解决方法 | |
| 1 | 由于溶液受到污染 | 参照针孔1及2 |
| 2 | 部分涂层太厚 | 参照“桔皮”解决方法 |
(八)电泳前水洗的有关问题
| 原因 | 解决方法 | |
| 1 | 整个工件附有水渍 | 增加水洗缸之助洗剂量 |
| 2 | 工件底部附有水渍 | |
| a.助洗剂含量过高 | 降低助洗剂含量 | |
| b.过多溶剂含量 | 减少固体份含量 | |
| 3 | 电泳前之水洗槽中,含有适量的助洗剂时仍有水迹 | |
| a.水洗与电泳相隔的时间过长 | 水洗之后应及时进行电泳 | |
| b.于水洗槽中摆动不够 | 增加摆动 | |
| 4 | 烘烤后有渣滓粉状之波浪纹 | |
| a.水洗槽水质过硬 | 改用纯水 | |
| b.水洗槽固体成分过高 | 更换槽水 |
(九)不规则图形色渍
| 原因 | 解决方法 | |
| 1 | 电泳漆不能将工件上某部分的水份排开,而令其足够湿润,造成在该处膜层较厚 | 于工件未通电前在电泳缸中急速浸入及提出数次,于电泳前的纯水清洗缸加0.5ml/L的助洗剂。于电泳缸加入稳定剂以提高MEQ,但不能超过50 |
(十)电泳漆膜过多糊状屑
| 原因 | 解决方法 | |
| 1 | a.电泳漆温度过高 | 降温至25℃ |
| b.MEQ过低 | 添加稳定剂提高MEQ(1 ml/L可增加10MEQ) | |
| c.电泳漆循环不足 | 增加泵的循环 | |
| d.金属污染 | 排除渗透液 | |
| e.pH值过高 | 添加稳定剂 |
(十一)一般其他问题
| 原因 | 解决方法 | |
| 1 | 烘烤后镀层硬度不足
a.烘烤温度太低 b.工件太大未能在烘烤时达到最低的固体温度 c.烘烤时间不足 |
测定炉温,炉上的温度表可能并不准确。
延长烘烤时间 |
| 2 | 接合力不佳 | 前处理的清洗不彻底。确定清洗流程而更正之 |
3、在上透明电泳漆时,如有发生“变色“的问题,应将变色镀层脱掉,查看是否金属的底层已变色、电泳镀层变色,还是两者均有变色,再找出解决办法。
1.每天必须进行分析及测试工作(固体份、导电率、pH)。
2.如电泳槽有配置回收槽,连接超过滤系统及过滤装置,必须要经常开动,进行回收电泳漆(树脂)及净化电泳漆,以确保理想电泳涂膜效果。
3.如客户在电泳前有其他的电镀工艺时,请检查是否操作正常,同时需检查前处理的正常操作。
4.如有较长的时间不使用电泳漆槽时,必须密封及保持槽液的温度不超过25℃,目的是避免溶剂大量挥发及乳酸的分解,致使镀液不稳定。