- A+
精益生产在电泳生产线上的应用
武汉科利尔新材料有限公司
1. 精益生产的重要性
精益生产又称精良生产,其中“精”表示精良、精确、精美;“益”表示利益、效益等等。或者说,精,即少而精,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品(或下道工序急需的产品);益,即所有经营活动都要有益有效,具有经济效益。
对于任何一个行业、任何一个企业,通过精益生产不断持续改善提升生产效率,降低生产成本都是十分必要的,我们将介绍某企业电泳生产线通过精益生产降低耗能的情况。
2. 某公司(后将以H公司为代号)在实行精益生产实施前的情况
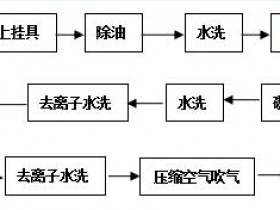
2.1 H公司电泳车间主要工艺流程:上挂——超声波预除油——主脱脂——水洗——水洗——表调——磷化——水洗——水洗——纯水洗1——电泳——UF0——UF1——UF2——纯水洗2——烘干
2.2各主要流程耗时汇总
| 步骤 | 耗时 | 累计耗时 |
| 超声波除油 | 06分27秒 | 06分27秒 |
| 06分40秒 | 13分7秒 | |
| 预脱脂至纯水洗 | 27分28秒 | 40分35秒 |
| 7分8秒 | 47分43秒 | |
| 电泳 | 3分36秒 | 51分19秒 |
| 3分22秒 | 54分41秒 | |
| 水洗 | 7分3秒 | 1小时1分43秒 |
| 14分22秒 | 1小时16分5秒 | |
| 干燥 | 40分 | 1小时56分5秒 |
注:由于场地限制H公司采用S形来回走向,因此各工序之间的衔接存在一定耗时。
其中主脱脂至纯水洗1为封闭过道式喷淋线,UF1至纯水洗2也为封闭式过道喷淋线,故计算耗时时采用合并处理。
2.3各工序电机功率及耗能情况汇总
| 电泳各工序电机耗能情况汇总 | |||||
| 序号 | 步骤 | 耗能 | 功率kw | 工作时长h | 成本/元 |
| 1 | 超声波除油 | 电机 | 0.75 | 10 | 7.5 |
| 2 | 主脱脂 | 循环电机 | 0.75 | 10 | 7.5 |
| 3 | 水洗1 | 循环电机 | 0.75 | 10 | 7.5 |
| 4 | 水洗2 | 循环电机 | 0.75 | 10 | 7.5 |
| 5 | 表调 | 循环电机 | 0.75 | 10 | 7.5 |
| 6 | 磷化 | 循环电机 | 0.75 | 10 | 7.5 |
| 7 | 水洗3 | 循环电机 | 0.75 | 10 | 7.5 |
| 8 | 水洗4 | 循环电机 | 0.75 | 10 | 7.5 |
| 9 | 纯水洗 | 循环电机 | 0.75 | 10 | 7.5 |
| 10 | 电泳 | 循环电机,超滤电机 | 9 | 24 | 216 |
| 11 | UF1 | 循环电机 | 0.75 | 10 | 7.5 |
| 12 | UF2 | 循环电机 | 0.75 | 10 | 7.5 |
| 13 | 纯水洗 | 循环电机 | 0.75 | 10 | 7.5 |
| 14 | 预烘 | 10 | |||
| 15 | 烘烤 | 燃烧机 | 60 | 10 | 600 |
| 合计 | 18 | 906 | |||
| 注:1.工业用电按每度一元计算 2.其他电机如加热电机等由于加热时间相对较长暂不考虑 3.其它如阳极液循环电机等小功率,24小时不停的电机也暂不考虑 |
|||||
2.4生产状况
H公司每班工作约10小时,工件有效生产时间8小时。每班开始时,由电泳线负责人员手动通过控制面板将各工序开关同时开启,直至生产最终结束再同时关闭各工序开关。
3. H公司IE部门人员通过现场实地了解生产情况后,认为该生产线有较大的效益提升空间,同时能有效的降低操作人员的工作强度,减少不良品的产生,所以专门针对该生产线成立精益生产改善小组。
精益生产小组根据现场实际生产情况提出了两个改善方案:
方案一:生产开始时由人工手动控制各开关,当第一个工件进入上一工序时,开启下一工序开关准备。当生产结束时由人工控制各开关,当最后一个工件进入下一工序时,关闭上一工序的控制开关。
方案二:人工手工制动控制各工序的开关,改由自动化的集成电路控制。当待涂装工件进入超声波前30S内开启控制开关,每当工件进入下一道工序30S前,下一道工序由电脑自动控制开启。当最后一个工件离开超声波除油时关闭控制开关,每当最后一个工件结束上一工序30S后,上一工序由电脑自行关闭控制开关。
精益生产小组通过比较方案一和方案二的优劣,通过与主要操作人员的探讨,最终采用方案二作为最终的实施对象。方案二操作无需认为增加任何成本,只需通过电气工程师增加相关程序即可。同时可以避免方案一中操作人员工作量的增加,以及由于人员的误操作造成的不良品的产生。
4.该公司实行精益生产后的耗能情况
| 电泳各工序电机耗能情况汇总 | |||||
| 序号 | 步骤 | 耗能 | 功率kw | 工作时长h | 成本/元 |
| 1 | 超声波除油 | 电机 | 0.75 | 8.75 | 6.5625 |
| 2 | 主脱脂 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 3 | 水洗1 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 4 | 水洗2 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 5 | 表调 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 6 | 磷化 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 7 | 水洗3 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 8 | 水洗4 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 9 | 纯水洗 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 10 | 电泳 | 循环电机,超滤电机 | 9 | 24 | 216 |
| 11 | UF1 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 12 | UF2 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 13 | 纯水洗 | 循环电机 | 0.75 | 8.75 | 6.5625 |
| 14 | 预烘 | 8.75 | |||
| 15 | 烘烤 | 燃烧机 | 60 | 8.75 | 525 |
| 合计 | 18 | 819.75 | |||
| 注:1.工业用电按每度一元计算 2.其他电机如加热电机等由于加热时间相对较长暂不考虑 3.其它如阳极液循环电机等小功率,24小时不停的电机也暂不考虑 |
|||||
通过精益生产改善前后的对比可以看出,改善前电泳生产线上部分电机每天耗费906元,改善后每天耗费819.75元,通过精益生产的改善每天可节约906元-819.75元=86.25元,每年可节约86.25元*300天=25875元
由于采用电路智能控制,能够有效的降低员工的工作强度,同时减少因员工素质的不同造成不良品的产生。
5.总结
H公司通过精益生产降低了能耗,节约了成本,同时产品质量也有很大的提高,对于该公司电泳产品的竞争力有较大的提高。
精益生产是永无止境的,H公司也将进行下一步发挥精益生产的作用,他们将从人员技能的提升和连续化生产方面去着手,提高人员的工作效率,降低不良品的产生,降低因停机到再开机中间产生的能耗,提高设备和能源的利用率。